Your machines are not only assets. They are profit engines.
Every breakdown has a cost.
Not only the spare part cost. Not only the technician cost. The real cost is much bigger:
Lost production hours.
Delayed orders.
Overtime.
Quality defects.
Customer complaints.
Emergency maintenance.
Stress between production and maintenance teams.
Many companies treat maintenance as a repair function.
The machine stops.
The maintenance team reacts.
Production waits.
Management asks why output is below target.
This is not maintenance management.
This is firefighting.
Total Productive Maintenance, or TPM, changes the whole mindset.
TPM is not about fixing machines faster.
TPM is about building a system where machines fail less, operators take ownership, losses become visible, and reliability becomes part of daily operations.
What is Total Productive Maintenance?
Total Productive Maintenance is a structured operational excellence methodology focused on maximizing equipment effectiveness through the participation of everyone involved in the process.
That includes:
Production operators.
Maintenance technicians.
Supervisors.
Quality teams.
Engineering.
Planning.
Management.
The core idea is simple:
The people who operate the equipment every day must be part of keeping it healthy.
A machine does not suddenly fail.
It usually gives signals first.
Unusual vibration.
Small leaks.
Abnormal noise.
Loose parts.
Slow cycle time.
Frequent minor stops.
More defects than usual.
TPM helps organizations detect these signals early, standardize daily care, eliminate recurring losses, and move from reactive maintenance to proactive reliability.
TPM is not a maintenance project. It is a business performance system.
The biggest mistake companies make is assigning TPM only to the maintenance department.
Maintenance alone cannot deliver TPM.
Why?
Because maintenance does not control all equipment losses.
Production practices affect breakdowns.
Cleaning standards affect machine condition.
Operator handling affects component life.
Poor changeover practices affect performance.
Weak quality controls create rework and scrap.
Poor training creates repeat failures.
TPM connects all these areas into one improvement system.
When done correctly, TPM improves:
Equipment availability.
Production stability.
Output reliability.
Product quality.
Safety performance.
Maintenance cost control.
Team accountability.
Customer delivery performance.
This is why TPM should be seen as a profit protection system, not just a maintenance technique.
The real enemy: hidden equipment losses
Most factories already measure downtime.
But downtime is only one part of the problem.
Many losses are hidden inside daily operations:
Short stoppages that nobody records.
Machines running slower than standard speed.
Repeated adjustments.
Start-up losses.
Quality rejects.
Rework.
Long changeovers.
Waiting for spare parts.
Waiting for technicians.
Operators bypassing small issues because “the machine still runs.”
These losses quietly reduce capacity.
A factory may believe it needs more machines, more shifts, or more labor, while the real opportunity is inside the existing equipment.
TPM makes these losses visible.
And once losses become visible, they can be measured, prioritized, and eliminated.
OEE: The key performance language of TPM
One of the most important TPM measurements is OEE: Overall Equipment Effectiveness.
OEE shows how effectively equipment is being used compared with its full potential.
It combines three elements:
Availability
Is the machine available when it is supposed to run?
Performance
Is the machine running at the expected speed?
Quality
Is the machine producing good output the first time?
A machine can look busy all day and still have poor OEE.
For example:
It may be available, but running slowly.
It may run fast, but create too many defects.
It may produce good parts, but suffer repeated stoppages.
OEE gives management a clearer picture of where productivity is really being lost.
But OEE alone does not improve performance.
The value comes when teams use OEE to identify losses, investigate root causes, and implement corrective actions.
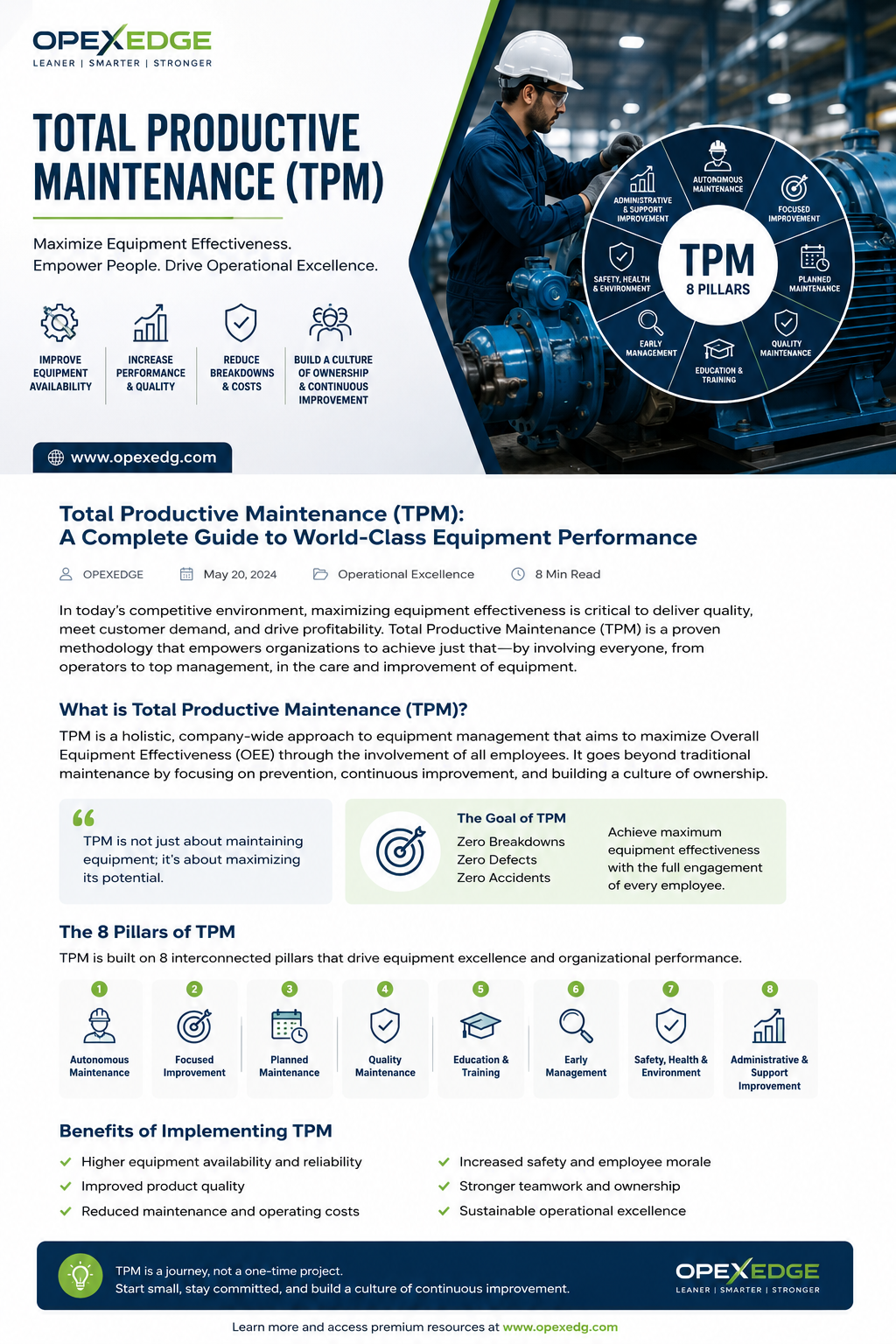
The eight pillars of TPM
A strong TPM system is usually built around eight pillars.
1. Autonomous Maintenance
Operators take responsibility for basic equipment care.
This includes cleaning, inspection, lubrication, tightening, and early abnormality detection.
The goal is not to replace maintenance technicians.
The goal is to help operators become the first line of defense against equipment deterioration.
2. Planned Maintenance
Maintenance work becomes scheduled, data-driven, and preventive.
Instead of waiting for breakdowns, the team uses history, condition monitoring, criticality, and failure patterns to plan maintenance before failure happens.
3. Focused Improvement
Cross-functional teams attack chronic losses.
They select priority problems, analyze root causes, and eliminate repeated breakdowns, speed losses, quality defects, or setup losses.
4. Quality Maintenance
The focus is to prevent defects caused by equipment condition.
Teams identify machine conditions that create quality problems and control them before defects reach the customer.
5. Early Equipment Management
Lessons learned from existing equipment are used when buying, designing, installing, or modifying equipment.
This helps avoid repeating the same reliability and maintainability problems in new assets.
6. Training and Education
TPM requires skill development.
Operators need to understand machine basics.
Technicians need stronger diagnostic skills.
Supervisors need to manage loss data and improvement routines.
Without training, TPM becomes posters on the wall.
7. Safety, Health, and Environment
Reliable equipment is usually safer equipment.
TPM supports safety by reducing abnormal conditions, leaks, emergency interventions, unsafe adjustments, and rushed repairs.
8. TPM in Administration
Equipment losses are not only on the shop floor.
Administrative processes can also create delays, errors, waiting time, poor planning, and weak coordination.
TPM thinking can improve maintenance planning, spare parts control, purchasing, documentation, and production scheduling.
Why TPM implementation fails
Many TPM programs start with energy and end with frustration.
The reason is usually not the concept.
The reason is poor implementation.
Common failure reasons include:
Starting with slogans instead of data.
Launching TPM without management commitment.
Assigning TPM only to maintenance.
Measuring OEE without acting on the losses.
Ignoring operator training.
Poor spare parts control.
No standard daily routines.
No visual management.
No follow-up on corrective actions.
Trying to implement all pillars at once.
TPM should not start as a large complicated program.
It should start with a clear business problem.
For example:
Why is Line 3 losing 18 hours per month?
Why does the packing machine stop every shift?
Why are changeovers taking longer than standard?
Why are defects increasing after maintenance work?
Why is emergency maintenance consuming most of the budget?
TPM becomes powerful when it is connected to real operational pain.
A practical TPM implementation roadmap
At OpexEdge Consultancy, we believe TPM must be practical, measurable, and linked to business results.
A simple roadmap can include the following stages:
Step 1: Assess current equipment performance
Start with facts.
Review downtime history, maintenance cost, spare parts consumption, production losses, quality issues, safety incidents, and operator feedback.
The objective is to identify the highest-impact equipment and the biggest recurring losses.
Step 2: Select a pilot area
Do not start everywhere.
Choose one critical machine, line, or process where improvement will be visible and valuable.
A successful pilot creates confidence and teaches the organization how to scale TPM properly.
Step 3: Build the TPM team
The team should include production, maintenance, quality, engineering, and supervision.
Each function must understand its role.
TPM is teamwork, not department work.
Step 4: Establish baseline OEE and loss categories
Measure current Availability, Performance, and Quality.
Classify losses clearly.
The team must know whether the problem is breakdowns, minor stops, speed losses, quality defects, setup time, or planning delays.
Step 5: Launch autonomous maintenance
Create simple daily checklists for operators.
Focus on cleaning, inspection, lubrication, tightening, abnormality tagging, and escalation.
The purpose is to restore basic equipment condition and detect issues early.
Step 6: Improve planned maintenance
Review preventive maintenance tasks.
Remove tasks that add no value.
Add missing tasks that prevent real failures.
Adjust frequency based on actual conditions.
Improve spare parts availability.
Standardize maintenance execution.
Step 7: Run focused improvement projects
Select the top recurring losses and solve them using root cause analysis.
Do not accept repeated problems as normal.
Every chronic failure is a signal that the system needs improvement.
Step 8: Standardize and scale
Once the pilot delivers results, standardize the routines, train more teams, and expand to other machines or areas.
Scaling TPM without standardization creates confusion.
Scaling TPM with standards creates culture.
What management should ask every week
A strong TPM culture starts with better questions.
Instead of asking only “Why did the machine stop?”, management should ask:
What are our top equipment losses this week?
Which losses are repeated?
What is the root cause?
Which corrective actions are overdue?
Are operators completing daily checks?
Are abnormalities being tagged and closed?
Are preventive maintenance tasks effective?
What did we learn from the last breakdown?
Which machine is the next priority for TPM?
These questions shift the organization from blame to learning.
And from firefighting to control.
TPM and AI-enabled operational excellence
Modern TPM can be strengthened with data and AI-enabled analysis.
Companies can use AI-powered assessment tools to identify patterns in downtime, detect repeated loss categories, prioritize maintenance actions, analyze OEE gaps, and build improvement roadmaps.
But technology alone is not enough.
AI can highlight the opportunity.
People must change the process.
Leaders must sustain the discipline.
The best results come when practical shop-floor routines are combined with data-driven decision-making.
Final thought
Machines do not improve because we repair them.
They improve because we manage them differently.
Total Productive Maintenance helps businesses move from emergency reaction to disciplined reliability.
It turns maintenance from a cost center into a performance driver.
It gives operators ownership.
It gives maintenance better control.
It gives management clearer visibility.
It gives customers more reliable delivery.
If your factory is losing capacity through breakdowns, minor stops, slow cycles, quality defects, or repeated emergency maintenance, TPM may be one of the highest-return improvement systems you can implement.
At OpexEdge Consultancy, we help businesses assess equipment losses, improve OEE, build TPM routines, and create practical maintenance improvement roadmaps.
Smarter Operations. Stronger Performance. Sustainable Growth.
For TPM assessment, operational excellence support, or AI-powered improvement roadmap development, contact:
OpexEdge Consultancy
Email: info@opexedg.com
Mobile: +20 155 272 5900
9 Comments